مقالات
روش های رنگ اسپری : رنگ الکترواستاتیک، رنگ فشار بالا و رنگ فشار پایین (بخش دوم)

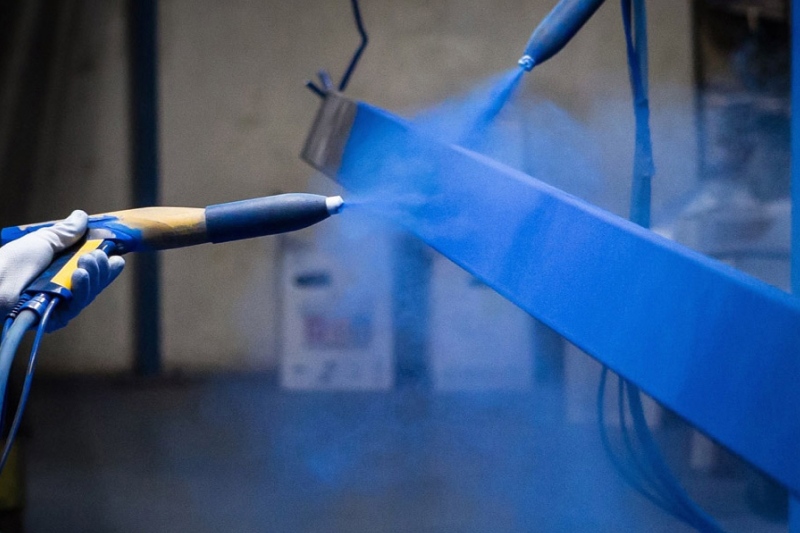
روش اسپری فشار بالای رنگ:
نیاز به یک پمپ فشار قوی دارد تا بتواند رنگ را به تفنگ اسپری رنگ برساند. هیچ هوایی برای اتمیسازی رنگ یا رساندن رنگ به اسحله استفاده نمیشود. این روش همچنین به روش «بدون هوا» مشهور است. هوا با فشار ۶ بار به پمپ میرسد که میتواند تا ۳۶۰ بار فشار هوا تولید کند. هوای مصرفی برای هر لیتر رنگ بسیار کمتر از روش اسپری رنگ فشار پایین است.
رنگ از میان نازل کاربید تنگستن با فشار بالا عبور میکند و دهانهی کوچک آن باعث میشود تا رنگ اتمیسازی شود. چون هوایی در نازل استفاده نمیشود مه رنگی ایجاد نمیشود. پوشش ضخیمی میتواند با رنگهای بسیار چسبنده ایجاد کند که این امر باعث میشود این روش رنگ کردن برای ساختمانهای بزرگ، کشتیها و سازهها مناسب باشد. حداکثر ۵ لیتر در دقیقه میتواند رنگ کند.
اسپری رنگ الکترواستاتیک:
اشکال مشترک رنگ کردن فشار بالا و رنگ فشار پایین هدررفت در فضاهای باز و رنگ کردن اشیای کوچک است. رنگ کردن در روش الکترواستاتیک مانند هر دو روش بالا است با این تفاوت که یک میدان الکترواستاتیک ۵۰ تا ۱۰۰ کیلوولتی ایجاد میشود تا رنگ به شیء مورد نظر برسد. قطرات رنگ کاملا در میدان الکترواستاتیکی تولید شده حرکت میکنند و این باعث میشود که رنگ بهصورت پوششی کل فضای دور آن را بگیرد و جایی بدون رنگ باقی نماند. میتوانید در شکل دو آن را ببینید.
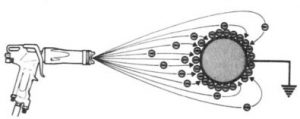
شکل ۲
این روش برای بدنهی ماشینها، دوچرخهها و اشیای کوچک استفاده میشود. ضخامت پوششی رنگ همهجا یکسان است و بالاترین کیفیت را دارد. این کار در روشهای دیگر رنگ کردن دشواریهایی دارد.
در زمینهی مصرف رنگ اقتصادی و بهینه است و همچنین باعث میشود هزینهی تمیزکاری بعد از رنگ شما بسیار پایینتر باشد.
اپراتور، لوازم اسپری کردن رنگ و تمام قطعات مورد استفاده به زمین متصل شدهاند و رنگ بهصورت الکترواستاتیک در تفنگ ذخیره شده است. امنیت در این روش بسیار مهم است و تمام موارد آن باید رعایت شوند و همیشه کفش رسانا باید پوشیده باشید.
اسپری سرد یا گرم:
اسپری گرم بهشما اجازه میدهد تا متمرکزتر رنگ کنید، جریان بهتری داشته باشید و پوششی همگنتر بسازید. همچنین باعث میشود شما از لحاظ اقتصادی بهصرفه کار کنید. اسپری گرم بهصورت خاص برای رنگهای زمینهای، که رنگ اصلی روی آن قرار میگیرد، مناسب است.
پیشرفتهای اخیر در طراحی نازل اسپری توانسته است کیفیت را بهبود بخشد و فشارهای پایین (تا ۲.۵ بار) را هم به حد سیستمهای فشار بالا برساند. این کار باعث میشود نه تنها اتمیسازی رنگ بهتر انجام گیرد بلکه هدررفت رنگ را کاهش میدهد و میزان دود منتشر شده را هم پایینتر میآورد. در شکل ۳ میتوانید طراحی جدید این نازلها را ببینید.

شکل ۳ – سمت چپ اسپری فشار پایین با نازل مرسوم. سمت راست نازل بهبود دادهشده
قوانین اصولی اسپری گرم در شکل چهار نشان داده شده است. رنگ در یک محفظهی داغشده نگهداری میشود که بهصورت مستقیم یا غیرمستقیم گرم میشود. زمانی که اسپری انجام نمیگیرد رنگ مدام در پمپ، گرمکننده و تفنگ اسپری میچرخد. یک تنظیمکنندهی فشار در این سیستم استفاده میشود تا کیفیت رنگی که به چرخهی اصلی برمیگردد را کنترل کند.
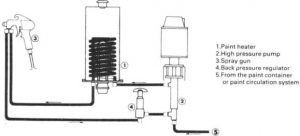
شکل ۴ – اصول کار اسپری فشار قوی گرم
جابهجایی رنگ و تغذیه رنگ:
تغذیهی رنگ در شکل ۱ نشان داده شد که به چند صورت ممکن است و همچنین میتواند بهصورت سیستمهای عمده انجام گیرد: دیگ رنگ باید مدام پر شود پس بهاینصورت کل فرایند مداوم نیست. در شکل ۵ یک سیستم رنگ مداوم را میبینید. یک پمپ چرخشی فشاری چندین تفنگ اسپری را تامین میکند. در یک خط میتواند چندین نوع سیستم اسپری وجود داشته باشد یا در این سیستم میتوان یک گرمکننده گنجاند.
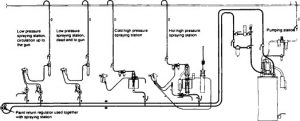
شکل ۵
مقالات مرتبط:
روش های رنگ اسپری : رنگ الکترواستاتیک، رنگ فشار بالا و رنگ فشار پایین (بخش اول)
روش استاندارد آزمایش مقاومت رطوبتی روکش در رطوبت نسبی ۱۰۰ ٪ – بخش اول