مقالات
رنگ پودری | یک راهنمای ساده غیرفنی – بخش هشتم

اشکلات متداول رنگ پودری
ناهمگنی رنگ پودری
ذرات کوچک گرد و غبار یا پسماندهایی که در سطح قطعه قابل مشاهده هستند. این مسئله به خاطر عدم آمادهسازی قطعه قبل از پوششدهی ایجاد می شود. قطعات را باید با پارچهی بدون کرک غبارروبی کرد و سپس درست قبل از پوششدهی با جریانی از هوای فشرده، پاکسازی کرد. توجه کنید که گاهی اوقات در اطراف مناطق جوش داده شده، اسپاتر (پاشش) جوش با ناهمگنی اشتباه گرفته میشود. روش تشخیصشان، خراش دادن با یک پیچ گوشتی است؛ اگر کنده شدند، ناهمگنی هستند ، در غیر این صورت، مرتبط با خود جوش هستند و باید به جوشکارها اطلاع داده شود. محلول های مختلفی وجود دارند که می توان بر روی قسمتی که باید جوش داده شود، اسپری کرد که اثر اسپاتر جوش را کم می کند.
پوشش ناهموار:
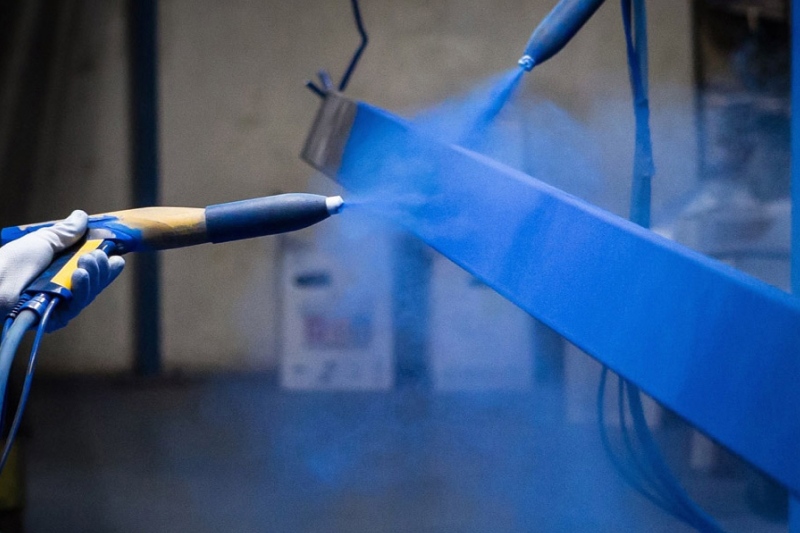
این مسئله مشکل راه اندازی اسپری و / یا تفنگ است. پوشش یکدست به میزان غلظت اسپری اعمال کننده پودر بستگی دارد. در وهله اول مهم است که تفنگ به درستی تنظیم شود؛ باید پراکندگی پودر تخلیه شده مناسب باشد تا بتوان آن را به طور یکسان بکار برد. اگر پودر زیادی به نوک تفنگ وارد شود و هوای کافی برای پراکنده شدن به صورت ابر وجود نداشته نباشد، «فوران» ایجاد میشود. این مسئله منجر به جمع شدن پودر در قسمتی میشودکه تفنگ مقدار نامتناسب پودر را به طور قابل توجهی «میپاشد» و باعث ایجاد ناهمسانی در پودر می شود. همچنین پودر بیشتری میبرد و بر سود / هزینه کار تأثیر می گذارد.
همچنین در محل پوشش قسمتهای پیچیده ، اپراتور باید تفنگ را با حرکتی مداوم حرکت دهد تا اطمینان حاصل شود که تفنگ به هر دلیلی ساکن نمی ماند. اگر ساکن بماند، مقدار بیشتری پودر را به یک قسمت می پاشد که چیزی شبیه به پوست پرتقال به جا می گذارد. این مسئله به خصوص در مقایسه با قسمت هایی که دارای لایه ی یکدست هستند ، ناخوشایند به نظر می رسد.
قسمتهایی که پوششدهی نشدهاند
موقع پاشش قطعات پیچیده، زیاد پیش می آید که قسمت های خاصی جا بماند. این مسئله وقتی داریم در اتاقک رنگ پاشش انجام می دهیم، آنقدرها مشخص نیست، چرا که تمام قسمت ها دارای مقداری پودر هستند، اما این مقدار پودر برای جریان کامل و پوشاندن قطعه کافی نیست. این مسئله دوباره مرتبط با اپراتور اسپری است. کلمه کلیدی در اینجا «تکرارپذیری» است ، اپراتور باید حرکات و زمان بندی های مورد نیاز برای پاشیدن یک قسمت را کاملا بداند و تمرکز کند تا هر قسمت را با تکرار اقدامات قبلی پوشش ده؛ با حرکات یکسان ، همان مقدار پودر برای تمام قسمت های لازم اعمال می شود.
وقتی ماسک زنی به طور دقیق انجام نمی شود: این حالت هنگامی رخ می دهد که ماسک زنی طبق دستورالعمل صحیح انجام نمی شود. در این موارد طرحی از قطعه کشیده می شود و مناطقی که پودر مورد نیاز نیست هایلایت می گردد تا فرد مسئول دقیقاً بداند که کجا باید ماسک زنی شود و در صورت شک و تردید می تواند به طرح موجود مراجعه کند.
نیم پخت قطعات هنگام رنگ الکترواستاتیک
به راحتی نمی توان نیم پخت را تشخیص داد و به راحتی از چشم دور می ماند. اولین نشانه این است که پوشش بسیار براق به نظر می رسد. اگر پوشش پودری به درستی پخت شود ، ممکن است براق باشد اما کمی هم مات است طوری که به طرز غیرطبیعی براق نباشد. همچنین به دنبال قسمت هایی از قطعات باشید که از یک ماده سنگین تر ساخته شده اند ، و اینکه آیا براق تر از قسمت های نازک تر هستند. یک روش نسبتاً خام این است که یک قطعه را بگیرید و به قسمتی که مهم نیست، با شدت چکش بزنید، اگر سطح پودر پوشش دهی شده خرد یا از زیرلایه جدا شود، آنگاه متوجه می شوید که نیم پخت است. .