مقالات
رنگ پودری | یک راهنمای ساده غیرفنی – بخش هفتم
اگر قطعه در زمان کافی حرارت داده نشود، سطح پوششدهی شده با پودر به درستی سفت نمیشود و حالت پوستهپوسته به خود میگیرد. باید توجه ویژهای به ضخامت مواد تشکیلدهنده داشته باشید؛ این روزها قطعات با ضخامتهای مختلف فلزی غیرعادی نیست. بعضی از قطعات میتوانند 4 میلی متر، برخی دیگر 6 و حتی ضخیمتر 8 یا 10 میلیمتر باشند. در این موارد باید مراقب باشید که وقتی قطعات را به ضخیمترین حالت پرداخت کنید، رسیدن به دمای پخت مدت بیشتری طول میکشد.
برای کسب اطمینان کامل از زمان لازم حرارتدهی به قطعات تا دمای پخت، کنتورهایی در دسترس هستند که پروبهایی متصل به خود دارند. کنتور درون یک کانتینر مقاوم به حرارت قرار گرفته و پروبها به قسمتهای مختلف قطعه وصل میشوند. سپس اجزای پوششدهی نشده را می توان با کنتور درون کوره قرار داد و در مدت زمان لازم گرم کرد.
موقع خنک کردن، میتوان کنتور را بازیابی کرد. کنتور ثبت میکند که قسمتهای مختلف قطعه چه مدت زمان برای گرم شدن تا دمای پخت لازم دارند. به عنوان مثال ممکن است نشان دهد که قطعات به ضخامت 8 میلیمتر 6 دقیقه طول میکشد تا 180 درجه سانتیگراد گرم شود، بنابراین پخت کامل این قطعات 6 دقیقه به علاوه 12 دقیقه، یعنی 18 دقیقه در کوره زمان خواهد برد.
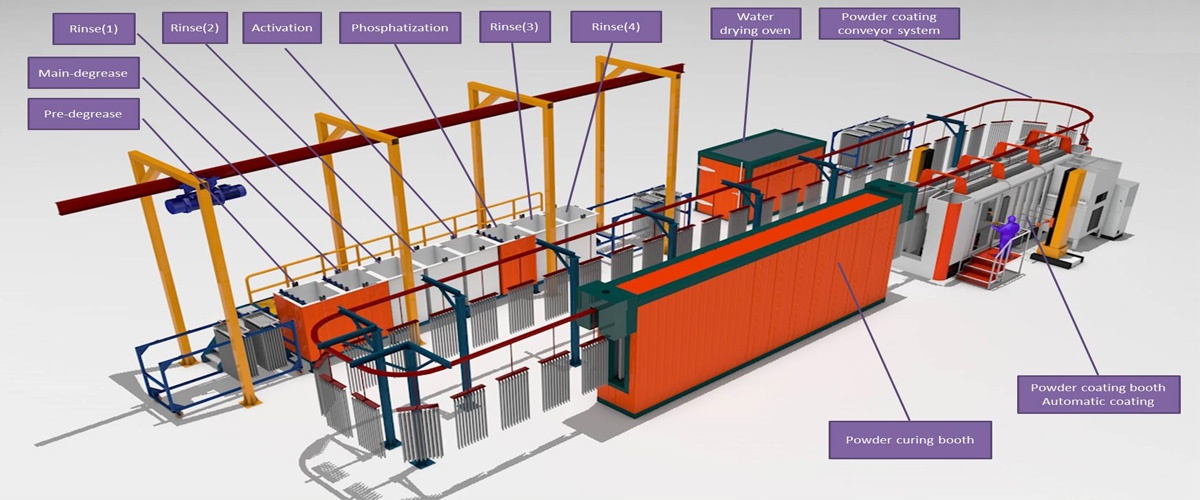
برای پخت قطعات انواع مختلفی کوره گازی وجود دارد. دو نوع اصلی عبارتند از باکسی یا استاتیک و کورههای کانوایری.
کورههای باکس همانطور که از نام آن پیداست، ساختمانی کمدی دارد، دارای در و یکسری وسایل است که میتوان قطعات را از آنها آویزان کرد. این دستگاه معمولاً دارای یک هیتر (مشعل) گازی است که هوای گرم را درون کوره میدمد. همچنین ترموستات و کنترل وجود دارد که امکان انتخاب درجه حرارت پخت مطلوب را میدهد و زمان حضور قطعات در کوره را تنظیم میکند. قطعات پوشش پودری در کوره گازی آویزان میشوند، تایمر و درجه حرارت تنظیم میگردد، درها بسته و چرخه پخت آغاز میشود. به طور معمول وقتی که زمان مطلوب به پایان رسید، کوره خاموش میشود، درها باز و قطعات خنک میشوند.
کورههای کانوایری سازههای بزرگتر با کانالهای باز در هر انتها و یک نقاله (زبانه) موتوری فوقانی هستند که در یک چرخه حرکت میکنند. به طور معمول یک اتاقک یا کابین اسپری در نقطهای روی نقاله قرار خواهد گرفت. قطعاتی که قرار است پوشش شوند از نوار نقاله آویزان شده و با سرعت از پیش تعیین شده درون کابین حرکت میکنند، توسط یک یا بعضی اوقات دو اپراتور یا توسط گیرندههای اتوماتیک، با تفنگهای پودری متصل به کابین اسپری میشوند.
در رابطه با مسئله زمان پرداخت در کورههای کانوایری دو عامل تعیینکننده سرعت نوار نقاله وجود دارد؛ اول سرعت اسپری شدن قطعات عبوری در داخل کابین و دوم مدت زمانی که طول میکشد قطعات داخل کوره پخت شوند در بعضی موارد قطعات می توانند سریعتر اسپری شوند و تمایلی برای افزایش سرعت نقاله جهت افزایش توان تولید وجود دارد. این مسئله می تواند باعث ایجاد مشکلاتی شود، هرچند که تولید افزایش مییابد، بر قیمت قطعات افزوده میگردد.
گفته می شود جدیداً پودرها نسبت به دمای بالاتر مقاومت نشان میدهند؛ به عنوان مثال 12 دقیقه در دمای 180 درجه سانتیگراد معادل 8 دقیقه در 210 درجه سانتیگراد است. این بدان معنی است که میتوان درجه حرارت داخل کوره را افزایش و زمان لازم را کاهش داد. همیشه به یاد داشته باشید که فلز باید تا دمای پخت گرم شود تا قطعات به طور کامل پرداخت گردند.
بازرس تماس میگیرد.
مرحله بعد از نظر نویسندگان مهمترین بخش فرآیند پوشش پودری است.
بازرسی قطعات پوششدهی شده
اولین نکته ای که باید بدان توجه کرد این است که هیچکس نمیتواند همیشه کار بی نقص تولید کند، همه در بعضی مواقع اشتباه میکنند و رد میشوند.
سه دلیل برای بازرسی وجود دارد. اول ارائه بازخورد فوری به سایر اعضای تیم که درگیر سایر پروسهها / اقداماتی هستند که مسئله کیفیت برایشان مهم است و می توانند به سرعت دست به اصلاح بزنند و دوم کسب اطمینان از اینکه قطعه غیراستاندارد به مشتری نمیرسد یا قطعات پس فرستاده نمیشوند؛ چرا که این مسئله باعث ایجاد تاخیر و هزینه خواهد شد. در نهایت اگر بازخورد ارائه شده به بقیه تیم انجام گیرد و فرآیندها تغییر و بهبود یابند، رد و دوبارهکاری کاهش می یابد.