مقالات
شناخت رنگ پودری (پوشش الکترواستاتیک) – قسمت دوم
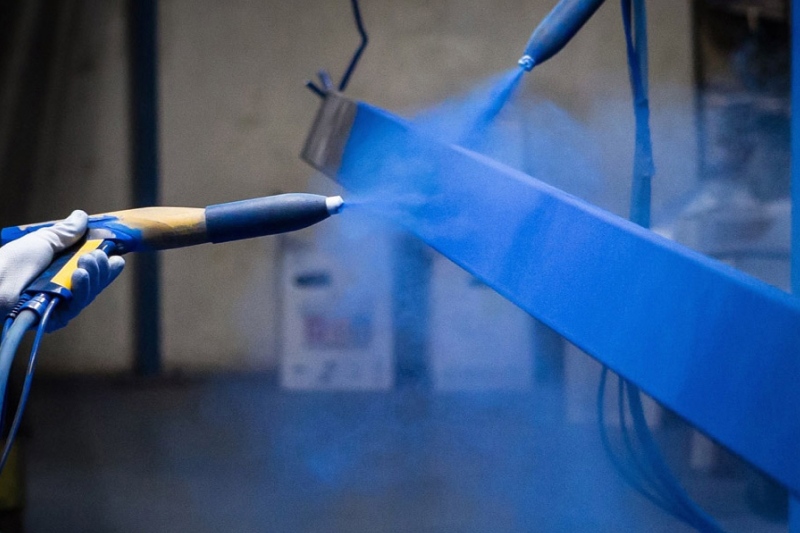
اتاقک پاشش به صورت محل کاری برای اعمال مواد پودری روی قطعه استفاده می شود و می تواند به عنوان فیلتر هوا و سیستم مهار و بازیافت پاشش پودر اضافی عمل کند. مواد پودری سیال از فیدر به تفنگ پاشش توزیع می شود که از این طریق هم بار الکتریکی را به پودر منتقل می کند و هم آن را به سطح قطعه می پاشد. معمولاً سه نوع تفنگ الکترواستاتیک استفاده می شود: کرونا، تریبو و بل. موقع استفاده از تفنگ پاشش کرونا، وقتی که مواد پودری از قسمت جلوی تفنگ عبور می کنند، الکترود شارژ شده توسط یک واحد قدرت، بار یک میدان را به ذرات پودر می دهد. در تفنگ تریبو، بار از طریق عبور پودر از مواد مختلف مانند لوله تفنگ شارژ می شود و در تفنگ بل، مواد پودری از طریق هر دو روش رسانایی شارژ می شود و کرونا به محض عبور از دهانه تفنگ تخلیه می شود. در هر صورت، ذرات دارای بار الکتریکی می توانند به سطح باردار شده ی قطعه بچسبند و تا زمانی که رسانایی خود را حفظ کنند، چسبیده باقی بمانند. هر ماده اضافی پاشیده شده را می توان توسط سیستم های ریکاوری و بازیابی جمع آوری و در استفاده های بعدی مجدداً مصرف کرد.
• پوشش پودری بستر سیال: برخلاف روش ESD که در آن مواد پوشش پودری به صورت الکترواستاتیکی پاشیده می شود و به سطح می چسبد، در پوشش پودری بستر سیال، قطعاتِ پیش حرارت یافته در بستری سیال به مواد پودری آغشته می شوند. همچنین گزینه ای جایگزین به نام پوشش پودری بستر سیال الکترواستاتیک وجود دارد که ابری الکتریکی از ذرات پودر باردار را در بالای بستر سیال ایجاد می کند که از طریق آن قطعه پوشش داده می شود.
مرحله پخت: خصوصیات و مشخصات مرحله پختِ فرآیند پوشش پودری عمدتا با روش اعمال پوشش پودری و نوع پودر پوشش دهنده تعیین می شود.
⦁ پخت قطعات پوشش دهی شده با ESD: قطعاتی که از طریق ESD با پوشش دهی می شوند باید در کوره پخت گردند. در حالی که برنامهی پخت -درجه حرارت و مقدار زمانی که پوشش پودری باید در یک کوره پخت بماند تا به پرداخت کامل برسد- بیشتر به اندازه، شکل و ضخامت قطعه بستگی دارد. به طور کلی مدت زمان لازم برای یک کوره پخت که 325 تا 450 درجه فارنهایت کار می کند، بین ده دقیقه تا بیش از یک ساعت متغیر است. بر این اساس، قطعات کوچکتر برای پخت کامل به زمان عمل آوری کمتر و حجم کمتری از هوای گرم نیاز دارند و قطعات بزرگتر به مقدار بیشتر. وقتی که قطعه پوشش داده شده از طریق روش ESD درون کوره به دمای مطلوب پخت می رسد، ذرات پودر ذوب شده، جریان می یابند و یک لایهی یکدست بر روی سطح قطعه ایجاد می کنند.
• پخت قطعات پوشش دهی شده از طریق بستر سیال: قطعاتی که درون بستر سیال پوشش دهی می شوند، در کوره هایی مشابه روش ESD، حرارت می یابند. با غوطه ور شدن قطعهی حرارت یافته در مواد پوشش، ذرات پودر در اثر تماس با سطح گرم ذوب می شوند و با هم جریان می یابند. قطعاتی که از طریق پوشش پودری بستر سیال الکترواستاتیک پوشش دهی می شوند، می توانند قبل از عبور از میان ابر پوشش پودری، پیش حرارت یابند – در این صورت فرم پوشش ایجاد شده شبیه به روش بستر سیال در می آید- یا می توان قطعه را بعد از آنکه با روش های مشابه ESD پوشش دهی شد، گرم و در کوره پخت کرد.
در هر صورت ، به محض اینکه قسمت پوشش دهی شده به اندازه کافی خنک شد، در صورت لزوم می توان قطعه را مونتاژ، بسته بندی و ارسال کرد.

ملاحظات مواد پوشش دهنده پودری
همانطور که در بخش قبلی و جدول 1، در زیر نشان داده شده است، فرایند پوشش پودری از دو نوع ماده اصلی پوشش استفاده می کند: ترموست و ترموپلاستیک. هر دو نوع را می توان به طور مشابه اعمال کرد، اما مراحل پخت و خصوصیات فیزیکی و مکانیکی متفاوت است.
| ترموست | ترموپلاستیک |
| توانایی تحمل دمای بالا را دارد | اگر در معرض دمای بالا قرار گیرد، ممکن است نرم و ذوب شود |
| قابل استفاده مجدد، اصلاح و بازیافت نیست | قابل استفاده مجدد ، اصلاح و بازیافت است |
| مقاومت در برابر خراش و آسیب بالاتر | مقاومت در برابر ضربه بالاتر |
| حساس به شکنندگی و سخت شدن بیش از حد (به ویژه در پوشش های ضخیم) | در پوششهای ضخیم انعطاف پذیرتر است |
| برای سخت شدن نیاز به چرخه پرداخت دارد | برای سخت شدن نیازی به چرخه پرداخت نیست |
| تحت یک واکنش شیمیایی برگشت ناپذیر قرار می گیرد | از لحاظ شیمیایی تغییر نمی کند |
| فقط از طریق روش ESD اعمال می شود (به طور کلی) | از طریق روش ESD و بستر سیال اعمال می شود |
وقتی که مواد پوشش دهنده ترموست برای اولین بار بر یک سطح اعمال می شود، دارای مولکول های پلیمر کوتاه است. با این حال، طی فرآیند پخت، پودر تحت یک واکنش اتصال عرضی شیمیایی برگشت ناپذیر قرار می گیرد که زنجیره های طولانی از مولکول های پلیمر را به هم پیوند می دهد. این واکنش خصوصیات فیزیکی و شیمیایی مواد را تغییر می دهد و در صورت رعایت زمانبندی مناسب، یک لایه نازک، یکدست و سخت به وجود می آورد.