مقالات
رنگ پودری در برابر رنگ مایع و آبکاری

جهان از دوگانههای بسیار مهمی ساخته شده است: مردان در برابر زنان، خیر در برابر شر، محافظهکاران در برابر آزادیخواهان و بسیاری دیگر. در حالی که اغلب این نیروهای متضاد توجه عموم را به صورت رقابتهای تنگاتنگ دو نفره به خود جلب میکنند، برخی از این تضادها فقط جایی نمایان میشوند که در انتخابهای خاصی حائز اهمیت باشند. در دنیای تولید ورق های فلزی، رقابت تنگاتنگ بین بهترین تکنیکهای پرداخت یک محصول منفرد، بدون توافق آرا تصمیمگیری میشود. رقابت بین رنگ پودری در برابر رنگ مایع و آبکاری بسیار از اتفاق نظر دور است … و در عوض به صورت مورد-به-مورد تصمیم گرفته میشود. به منظور فهمیدن اینکه کدام روش پرداخت فلز برای تولید محصول شما بهترین است، با درک اصول اولیه، فرایندها و مزایا/ معایب پوشش پودری و رنگ مایع/ آبکاری، میتوانید محصول خود را طوری طراحی کنید تا بقیه روشها از دور خارج شوند.
رنگ پودری
پوشش پودری یک فرآیند پرداخت است که در آن پوشش بهصورت الکترواستاتیک به صورت پودر خشک و شناور، قبل از استفاده از حرارت برای نهایی کردن پوشش، روی سطح اعمال میشود. این پودر از هر کدام از فرآوردههای زیر ساخته میشود: پلی استر، پلی یورتان، پلی استر – اپوکسی، اپوکسی مستقیم و آکریلیک. رنگ پودری فرایندی است که لایه ضخیم تر و سختتری نسبت به رنگهای معمولی ایجاد می کند. رنگ پودری را میتوان در انواع محصولات، از لوازم خانگی گرفته تا قطعات خودرو یافت.
فرآیند رنگ پودری
پوشش پودری را میتوان از طریق یکی از دو فرآیند زیر انجام داد: ترموست و ترموپلاستیک. ترموست شامل مواد شیمیایی افزودنی است که موقع حرارت یافتن به پودر واکنش نشان میدهند. ترموپلاستیکها هیچ ماده شیمیایی افزودنی ندارند و در عوض فقط ذوب و وارد پوشش نهایی میشوند. هر دو فرآیند رنگ پودری به جز این مورد، کاملاً شبیه به هماند. پودر ترموست یا ترموپلاستیک با دریافت ورودی پودر و چسباندن مواد به یکدیگر، حرارت دادن به مخلوط، گستردن محصول و سپس خرد کردن محصول پلیمر به ذرات پودری، ایجاد میشوند.
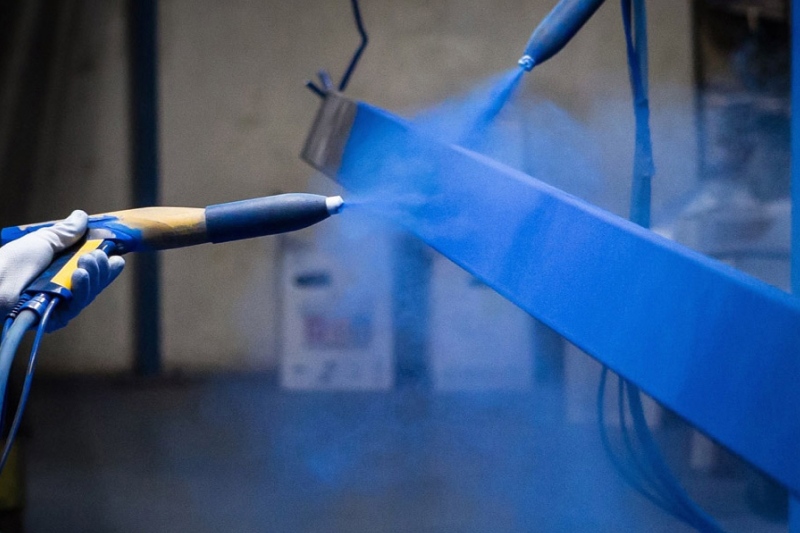
هر یک از فرآیندهای رنگ پودری به طور معمول پس از تهیهی پودر و آماده کردن فلز برای اعمال پوشش پودری انجام میشود. هر گونه مواد زائد و روغن که میتواند مانع چسبیدن پودر خشک بر سطح جسم گردد، به دقت پاک میشود. در مرحله بعد، پودر خشک بهصورت الکترواستاتیک اعمال میشود – فرآیندی که ذرات پودر و جسم از طریق تغییر ولتاژ بالای الکترواستاتیک شارژ میشوند. این مرحله الکترواستاتیک پوشش پودری تقریباً 95٪ راندمان و بهرهوری فرآیند پوشش را افزایش میدهد. رنگ کمتری به هدر میرود و جسم فلزی کاملاً روکش میشود.
سپس پوشش پودریِ پاشیده شده، در دمای حداکثر 400 درجه به مدت ده دقیقه حرارت مییابد تا پرداخت بتواند بر روی جسم قرار بگیرد. موقع اعمال آن، پودر ذوب میشود و گرداگرد جسم جریان مییابد. گرما نه تنها پودر را ذوب میکند، بلکه پلیمر را به پلیمر سنگینتری متصل میکند که به صورت لایهی پرداخت شبکهایِ محکم به هم میچسبند. فرآیند پخت نه تنها محصول ورق فلزی را پوشش داده، بلکه پلیمر را به لایه پرداختی محکمتر و سنگینتر تبدیل میکند.
مزایای رنگ پودری
مزایای رنگ پودری بیشمار است. در وهله اول، رنگ پودری پرداختی ضخیم و غلیظ بر سطح محصولات فلزی به جا میگذارد که از دوام و ماندگاری بیشتری نسبت به رنگ معمولی برخوردار است. دوم، پوشش پودری به طور معمول تک-لایه است؛ بنابراین روند آن میتواند بسیار سریع و آسان انجام شود. سوم، از آنجاییکه امکان دستکاری تخصصی پودرهایی که بر جسم اسپری میشوند، وجود دارد، رنگ پودری میتواند شامل پرداختی چندرنگی با بافتهای مختلف باشد. چهارم، رنگ پودری فرایندی سازگار با محیط زیست است؛ زیرا میزان کمی ترکیبات آلی فرار تولید میکند. در نهایت، رنگ پودری صافترین پرداختها را بر سطحها (سطوح افقی و عمودی) ایجاد میکند؛ زیرا پودر بدون اینکه قطرهای بچکد یا ردی به جا بگذارد، پاشیده میشود و حرارت مییابد.
معایب رنگ پودری
رنگ پودری دو اشکال اساسی دارد. اول، پوشش پودری پرداختی ضخیم بر محصولات فلزی ایجاد میکند. تولید پرداختهای نازک برای پوششهای پودری بسیار دشوار است، خصوصاً به دلیل اینکه اگر پلیمر نازک شود، بافتی ناهموار شبیه به پوست پرتقال ایجاد میکند. دوم، برای کار با فلزهای کوچکتر ممکن است فرآیند اتمام کمهزینهتر یا پیچیدهتر بهتر باشد. پوشش پودری به امکاناتی از قبیل اسپری، اتاقک الکترواستاتیک و اجاق گاز نیاز دارد – همه مواردی که میتوانند برای پروژههای کوچکتر گران قیمت باشند.
رنگ مایع و آبکاری
رنگ مایع فرایند سنتی (هرچند تکنولوژیک) پرداخت با استفاده از رنگ مایع بر روی محصولی فلزی است. در بیشتر فرآیندهای ساخت ورقههای فلزی، از اسپری، پمپ یا مخزن تحت فشار استفاده میشود تا رنگ مایعی یکدست حاصل شود. آبکاری فرایندی است که طی آن فلز بر روی یک سطح رسانا وشش داده میشود. (به این فکر کنید که جواهرات چطور میتوانند با طلا روکش شوند.) از آبکاری برای مقاصد زیادی استفاده میشود: تزئینات، مهار خوردگی، اصلاح فرسودگی، سختکاری، کاهش اصطکاک یا بهبود چسبندگی رنگ.
فرآیند رنگ مایع و آبکاری
فرآیند رنگ مایع با تمیز کردن کامل یک شیء فلزی، قبل از رنگآمیزی مایع تا ضخامت یکنواخت 15-20 میکرومتر انجام میشود. رنگ مایع تا زمانی که محصول به ضخامت مطلوب رنگ پوشش داده شود، ادامه مییابد. روند آبکاری میتواند کاملاً پیچیده باشد و این امر به فلز مورد نظر برای آبکاری و جلوه مطلوب آن بستگی دارد. به طور معمول جسم با فلز مورد نظر پوشانده و ترکیبی از گرما و فشار برای اتصالشان اعمال میشود – اگرچه بخار، وکیوم (خلاء) و مایعات نیز میتوانند به عنوان جایگزین مناسب برای گرما یا فشار فرآیندهای آبکاری سنتی استفاده شوند.
مزایای رنگ مایع و آبکاری
مزایای رنگ مایع و آبکاری کاملاً مکمل رنگ پودری است. اول، رنگ مایع برای محصولاتی مناسب است که قابل حرارت نباشند؛ زیرا رنگ مایع برای پرداخت نیاز به اجاق گاز ندارد. دوم، رنگ مایع در مقایسه با پوشش پودری میتواند طیف گستردهای از رنگها را به وجود بیاورد، بنابراین کار با رنگ سفارشی نیاز به رنگ مایع و آبکاری دارد. سوم، رنگ و آبکاری میتواند لایه پرداختی بسیار نازکتر از پوشش پودری ایجاد کند. محصولاتی که به یک لایه نازک نیاز دارند، میتوانند از رنگ مایع استفاده کنند.
معایب رنگ مایع و آبکاری
دو نقص عمده در رنگ مایع و آبکاری وجود دارد. اول، رنگ مایع به اندازه رنگ پودری دوام ندارد و ممکن است بعداً به تعمیر و دوبارهکاری نیاز داشته باشد. دوم، رنگ مایع میتواند به چندین روکش نیاز داشته باشد تا لایه پرداختی یکنواخت و بینقص ارائه دهد. از آنجا که رنگ مایع با مایع شروع میشود، تضمین بینقض بودن پرداخت آن میتواند مشکل باشد – که نتیجتاً به پوششهای چندلایه ختم میشود.
کدامیک برای کار شما مناسب است؟ رنگ پودری یا رنگ مایع:
تصمیمگیری برای اعلام برندهی نبرد میان رنگ پودری کبیر در مقابل رنگ مایع و آبکاری میتواند دشوار باشد. در نهایت، شما میخواهید با یک متخصص مشورت کنید تا به شما کمک کند تمامی جوانب را با جزئیات ویژه در رابطه با نیازهای شرکت، مشتریان و محصول خود در نظر بگیرید. هر دو رنگ پودری و رنگ مایع / آبکاری میتوانند محصولی به شما ارائه دهند که هم کاربردی و هم جذاب باشد.
مقالات مرتبط:
تمام فلزات را نمیتوان با رنگ پودری رنگ کرد