مقالات
پروسه رنگ الکترواستاتیک (بخش 2)

کاربرد پودر
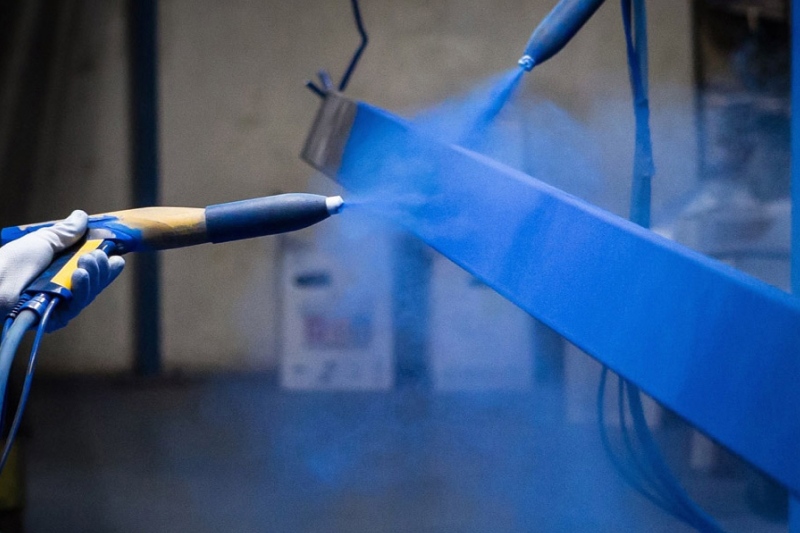
متداول ترین روش برای استفاده از مواد رنگ دهنده پودری، استفاده از دستگاه اسپری با سیستم تحویل پودر و تفنگ اسپری الکترواستاتیک می باشد. از غرفه اسپری با سیستم بازیابی پودر، برای محصور کردن فرآیند، استفاده و جمع آوری هرگونه پودر بیش از حد اسپری شده استفاده می شود.
سیستم های تحویل پودر، از یک ظرف ذخیره پودر یا قیف خورنده و یک دستگاه پمپاژ تشکیل شده است که مخلوطی از پودر و هوا را به داخل شلنگ ها یا لوله های تغذیه منتقل می کند. برخی از قیف های خورنده برای جلوگیری از گرفتگی یا تجمع پودرها قبل از ورود به خطوط حمل و نقل، مرتعش می شوند.
تفنگ های اسپری پودر الکترواستاتیک جریان پودر را هدایت می کنند. آنها از نازل هایی استفاده می کنند که اندازه، شکل و تراکم اسپری را هنگام آزاد شدن از تفنگ کنترل می کنند. آنها همچنین پودر اسپری شده را شارژ کرده و میزان رسوب و محل پودر روی هدف را کنترل می کنند. اسلحه های اسپری می توانند به صورت دستی (دستی) یا اتوماتیک باشند (برای ایجاد حرکت اسلحه بر روی یک پایه ثابت یا یک سوئیچ یا دستگاه دیگر نصب شوند). شارژ وارد شده به ذرات پودر آنها را ترغیب می کند تا دور قطعه بپیچند و روی سطوح محصول که مستقیماً در مسیر تفنگ قرار ندارند، رسوب کنند.
اسلحه های شارژ کرونا که معمولاً مورد استفاده قرار می گیرند، یک میدان الکترواستاتیک با ولتاژ بالا و آمپر کم را بین الکترود و محصولی که رنگ می شود تولید می کنند. ذرات پودری که از طریق میدان الکترواستاتیک یونیزه شده در نوک الکترود عبور می کنند، شارژ می شوند و در سطح الکتریکی قطعه، رسوب می کنند.
یک مکانیزم شارژ جایگزین، تفنگ اسپری شارژ تریبو است. در چنین اسلحه ای، ذرات پودر بار الکترواستاتیک خود را از اصطکاک دریافت می کنند که وقتی ذرات عایق یا هادی جامد را در داخل تفنگ مالش می دهند، اتفاق می افتد. عایق، الکترون ها را از پودر جدا می کند و ذرات پودر دارای بار مثبت تولید می کند.
پودر را می توان با دستگاه اسپری ای به نام bell یا rotary atomizer نیز استفاده کرد. پودر های bell از توربینی استفاده می کنند که در یک سر پودر bell محصور می چرخد. پودر به قسمت سر bell منتقل می شود و با نیروی گریز از مرکز به شکل دایره ای پخش می شود. این پودر از طریق یک میدان الکتریکی بین سر bell یا یک الکترود نصب شده در خارج عبور می کند و یک بار الکتریکی را جمع می کند. پودر bell، سطح بالایی از کارایی شارژ و بازده انتقال را فراهم می کند. الگوی بزرگتر از bell، برای پوشش دادن قطعات بزرگتر بسیار کارآمد است.
استفاده از اسیلاتورها، reciprocator ها و ربات ها برای کنترل تجهیزات اسپری، هزینه های کارگری را کاهش می دهد و در بسیاری از برنامه ها، رنگ سازگار تری را ایجاد می کند. تحریک اسلحه (روشن و خاموش کردن اسلحه با استفاده از دستگاهی که هنگام قرارگیری صحیح قطعات حس می کند) می تواند باعث کاهش اسپری بیش از حد شود، که منجر به کمتر شدن هزینه مواد و نگهداری می شود.
سایر سیستم های کاربرد پودر
علاوه بر استفاده از اسپری با اسلحه های الکترواستاتیک، مواد رنگ پودری را می توان با روش غوطه وری ای به نام بستر سیال استفاده کرد. رنگ پودری بستر سیال توسط Edwin Gemmer برای استفاده از رزین های ترموپلاستیک تولید و در سال 1953 ثبت اختراع شد.
در رنگ بستر سیال، قطعات از قبل با دمای 450-500 درجه فارنهایت گرم می شوند و سپس در مخزنی پر از مواد پودری فرو می روند که با افزودن هوای فشرده از طریق غشای متخلخل در زیر مخزن “تبدیل به مایع” شده اند. در بعضی موارد، پودر به صورت الکترواستاتیکی شارژ می شود.
گزینه دیگر استفاده از اسپری شعله ور است. در اسپری شعله ور، که برای استفاده از مواد پودر ترموپلاستیک استفاده می شود، پودر با استفاده از هوای فشرده شده از طریق شعله در یک تفنگ حرارتی خارج می شود. گرمای شعله پودر را ذوب می کند و دیگر نیازی به اجاق گاز نیست.
با این وجود روش دیگری برای فرایند، هجوم گرم (hot flocking) نامیده می شود. در این فرایند، قطعه ای که باید رنگ شود از قبل گرم می شود تا پودر پاشیده شده در تماس با سطح قسمت گرم تبدیل ژل شود. هجوم گرم اغلب برای فرایندهای اپوکسی کاربردی استفاده می شود، زیرا یک فیلم ضخیم می سازد که عملکرد استثنایی را ارائه می دهد. این محصولات اپوکسی پیوند همجوشی (FBE)، اغلب برای رنگ دریچه ها و لوله های مورد استفاده در شرایط سخت مانند میدان های نفتی یا کاربرد های دریایی استفاده می شود.
غرفه های اسپری پودر
غرفه های پودر به گونه ای طراحی شده اند که می شود با خیال راحت پودر را بیش از حد در آن اسپری کرد. دهانه های ورودی و خروجی غرفه باید اندازه مناسبی داشته باشند تا بتواند محدوده اندازه قطعات رنگ داده شده را از بین ببرد و جریان هوا از طریق غرفه، باید به اندازه کافی قوی باشد تا تمام اسپری ها را به سیستم بازیابی منتقل کند، اما نه آنقدر قوی که رسوب و احتباس پودر روی قطعه را مختل کند.
غرفه هایی برای تولید دسته ای محدود، طراحی شده اند و غرفه های بزرگتر نیز برای کارهای حجمی طراحی شده اند که قطعات را از طریق برخی از انواع آویز ها منتقل می کنند. از غرفه های دسته ای برای رنگ کردن قطعات منفرد، یا گروهی از قطعات که به یک آویز، قفسه یا گاری آویزان شده اند، استفاده می شود. غرفه های نوار حامل می توانند رنگ مداوم قطعات آویزان روی خط نوار حامل بالایی را در عملیات با تولید متوسط تا زیاد فراهم کنند .
غرفه های زنجیره ای بر روی لبه، برای استفاده با نوار حامل معکوس شامل اسپیندل ها (spindles) یا حامل ها (carriers) برای نگهداری قطعات طراحی شده اند. هنگام عبور از تفتگ های پودری ثابت ، قطعات روی اسپیندل ، چرخانده می شوند.
غرفه های خط تخت و سیستم نوار حامل برای رنگ یک طرفه ورق فلز و قطعات مشابه با حداقل ضخامت استفاده می شود. غرفه های خط تخت از نوار حامل افقی ای استفاده می کنند که از غرفه پودر، قطعه ای که روی سطح آن رنگ داده می شود، عبور می کند.
سیستم های پودری با طراحی، کار و نگهداری مناسب می توانند از 45 دقیقه تا کمتر از 15 دقیقه اجازه تغییر رنگ، از رنگ پس گرفته به رنگ دیگر را داشته باشند. برای تغییرات رنگی که اسپری بیشتر نیاز ندارند، زمان تغییر رنگ برای سیستم های خودکار به چند دقیقه و برای سیستم های دستی به یک دقیقه کاهش می یابد. یک غرفه پودری می تواند شامل ویژگی های خاصی باشد که تغییرات رنگ، مانند دیواره (سطح) های غیر رسانا که پودر را جذب نمی کند، دیوار های منحنی غرفه برای جلوگیری از تجمع پودر در گوشه ها، یا مکنده های خودکار که ذرات پودر را به کف و به سیستم های بازیابی می کشند، تسهیل می کند.
تغییر سریع رنگ را می توان با استفاده از نازل های blow-off نصب شده در هر لوله تفنگ و اتصالات پشت اسلحه، در خارج از غرفه به راحتی تغییر داد. تفنگ ها می توانند خارج از لوله ها را به طور خودکار blown off کنند، و همچنین از یک سیستم تصفیه خودکار برای داخل شلنگ ها و لوله های اسلحه استفاده می کنند.
در سیستم های بازیابی پودر، از سیکلون یا ماژول فیلتر کارتریج استفاده می شود که می تواند به هر رنگ اختصاص یابد و در صورت نیاز به تغییر رنگ، جدا و جایگزین شود. تأمین کنندگان تجهیزات، پیشرفت قابل توجهی در طراحی، در غرفه های اسپری ایجاد کرده اند که می تواند باعث تغییر سریع رنگ با کمترین زمان خرابی و بازیابی درصد بالایی از اسپری بیش از حد شده شود. استفاده از فناوری بازیابی پودر مناسب، می تواند میزان استفاده از پودر را افزایش دهد. تصمیم گیری در مورد پس گرفتن مجدد پودر برای استفاده مجدد یا نه به مقدار پودری بستگی دارد که در مقایسه با زمان و هزینه مربوط به روند بازیابی، بیش از حد اسپری شده است. در مورد استفاده طولانی مدت از پودر گران قیمت، انجام 15 دقیقه یا بیشتر تغییر رنگ می تواند بسیار مقرون به صرفه باشد، اما در مورد استفاده کوتاه مدت از پودر یا پودر ارزان قیمت، ممکن است به این زمان توجهی نشود.
بخش های دیگر این مقاله: